

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
叶片曲面微结构加工刀位轨迹规划
[蔡永林 , 高超峰]
, 高超峰]
, 高超峰]
|
|


第一作者:蔡永林(1968—),男,陕西岐山人,教授,博士,博士生导师.研究方向为复杂曲面数控加工技术.email:ylcai@bjtu.edu.cn.
针对基于单齿刀具的叶片曲面微结构加工效率不高的问题,以小叶轮为例对叶片曲面微结构加工进行了深入研究.先根据待加工叶片曲面的曲率信息,设计一种高效的微结构侧铣加工专用刀具——多齿鼓形刀;然后以叶轮叶片曲面五轴数控加工为背景,利用多齿鼓形刀对叶片曲面微结构的加工进行刀位轨迹规划,使加工出的微结构分布均匀;最后以计算实例验证提出方法的有效性,并计算其刀位轨迹长度和加工仿真的时间,与单齿刀具进行比较.结果证明:采用多齿鼓形刀所生成的刀位轨迹长度和加工仿真时间都约为单齿刀具的1/3,加工效率得到了明显的提高,约为单齿刀具的3倍.
Aiming at the problem that the machining of riblets on blades based on a single-tooth cutter is not efficient, taking a small impeller as the instance, a strategy for machining of riblets on blades is proposed. According to the curvature information of the blade surface for further processing, an efficient multi-tooth barrel cutter for flank milling riblets is presented. Then, based on a five-axis NC machining of impeller blade, the multi-tooth barrel cutter is used to plan tool path for machining the blade surface microstructure, so that the machined riblets are uniformly distributed. Finally, the effectiveness of the proposed method is verified by the instance, and the length of the tool-path and the machining simulation time are calculated, and compared with the single-tooth cutter. The results show that the total tool-path length generated by the newly introduced method and the machining simulation time are only about one third of that by the method using single-tooth cutter. Compared with the latter, the efficiency is significantly improved, about three times that of the single-tool cutter.
涡轮机械设计的主要目标是提高效率, 降低发动机或燃气轮机的燃料消耗, 从而降低运行成本和CO2排放, 尤其是在压缩机叶片的湍流边界层中, 发动机约50%的损失是由叶片产生[1].并且研究发现, 叶轮叶片表面并不是越光滑越好, 合适的微结构可以减小叶片摩擦阻力, 提高发动机的气动性能[2].
目前, 国内外学者对微结构减阻技术进行了大量研究.陈俊云等[3]通过微沟槽表面和光滑表面的往复摩擦对比试验, 发现微沟槽表面的摩擦系数比光滑表面的摩擦系数减小8%.袁一平等[4]通过ANSYSE Fluent商用CFD软件对风力机专用翼型表面微结构减阻特性进行了研究, 得出压差阻力的减小是V型槽减阻的主要原因.温雪龙等[5]针对硬脆性钠钙玻璃材料进行了微磨削实验, 并从理论上分析了微磨削的加工机理, 得到了微磨削加工后工件表面粗糙度的变化规律.Zenebe等[6]通过激光烧蚀工艺加工出了多形状组合的纹理表面, 并对其进行了销盘摩擦实验, 发现干燥和润滑条件下均可降低摩擦.谢晋等[7]开发出数控对磨修正技术, 在光学玻璃等硬脆性材料表面上通过控制金刚石砂轮V形尖端水平轨迹上等间距走刀加工出微米尺度的直线沟槽.谢海潘[8]基于粗金刚石砂轮出刃形貌控制技术, 利用多齿金刚石砂轮对自由曲面工件和油泵石墨叶片进行微结构精密磨削加工.张瑄珺等[9]采用皮秒激光器在不锈钢材料上进行了微结构加工, 并研究了相关参数对微沟槽形状尺寸的影响规律. Janssen等[10]在专用排水泵上进行了测验, 分析了不同微凹坑尺寸、纵横比和纹理密度对减阻效果的影响.梁志强等[11]提出一种切向磨削碳化硅修整轮的修整方法, 并采用不同修整参数修整后的金刚石砂轮进行了微结构加工实验.刘勇等[12]针对绝缘材料的高深宽比微结构, 提出一种用旋转电极电解电火花切割的有效方法.陈远流[13]提出一种基于集成力传感器的快刀伺服装置的刀具自定位方法, 实现了表面大尺寸微结构的超精密加工.陈颖等[14]利用电火花线切割技术制造了微聚晶金刚石刀具, 并用该刀具对铝合金进行了微切削实验, 提出了一种微结构快速车削成型新方法.Luo等[15]通过分析鼓形刀与自由曲面的切触状态提出了一种鼓形刀设计方法.修春松等[16]根据鼓形刀的几何特性, 设计了一种鼓形刀专用的刀位轨迹规划方法.李丽等[17]基于等照度线提出了根据不同的曲面分区采用不同的刀位轨迹规划方法.蔡永林等[18]提出一种采用具有冗余自由度的数控机床进行复杂曲面高速加工的方法.Zhu等[19]提出了一种利用鼓形刀实现双点切触宽行加工的刀具定位方法, 并在复杂曲面叶片上验证了此方法的可行性.杨辉等[20]通过分析比较微结构功能表面不同的加工工艺特点, 指出超精密机械加工工艺是微结构特征的重要加工方式.
综上所述, 微结构功能表面在工程上的应用越来越广泛, 但是微结构加工对象主要集中在开阔的平面平板和简单的单个叶片曲面, 像整体叶轮这样空间狭窄的叶片曲面几乎没有, 微结构的加工方法也主要为金刚石砂轮磨削和飞秒激光加工等, 无法对空间狭窄的整体叶轮叶片曲面进行有效的微结构加工, 并且每刀只能加工一条微沟槽, 加工效率较低.刘佳园[21]对叶片表面不同形状和尺寸微结构的减阻性能进行了研究, 并采用自制的单齿刀具对微结构侧铣加工进行了刀位轨迹规划, 为整体叶轮叶片微结构加工提供了新的思路.但是相对于叶轮叶片尺寸, 微结构尺寸小, 只有几十到几百微米, 单齿刀具加工方法, 加工效率低, 加工时间过长.事实上, 鼓形刀曲率变化复杂, 能与复杂曲面达到更好的切触状态, 如果将鼓形刀与微结构加工相结合, 将多个齿均匀分布在鼓形刀轴向上, 通过合理规划刀具位姿, 便可单次走刀完成多条微结构加工, 加工效率将会大大提高.基于此, 本文作者以小叶轮为研究对象, 从多齿鼓形刀的设计入手, 研究叶片微结构侧铣加工的刀位轨迹规划方法, 提高微结构的加工效率和加工质量, 最后通过仿真试验验证新的加工轨迹的可行性和实用性.
对微结构铣削加工来说, 其关键是设计微结构加工的专用刀具.由于叶片曲面曲率变化复杂, 相邻叶片间距较小, 没有符合叶片表面微结构加工的标准刀具, 需要根据待加工曲面的曲率信息设计微结构加工专用多齿鼓形刀.
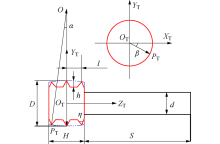
多齿鼓形刀的几何形状及尺寸参数如图1所示, R为鼓形刀母线半径, D为鼓形刀头的最大直径, H为鼓形刀头的长度, S为刀杆的长度, d为刀杆的直径, h为齿高, l为齿间距, η 为齿形角.多齿鼓形刀的刀头可通过R、D和H进行调整, 齿形可通过h、l和η 进行调整, 刀杆可通过参数S和d进行调整.
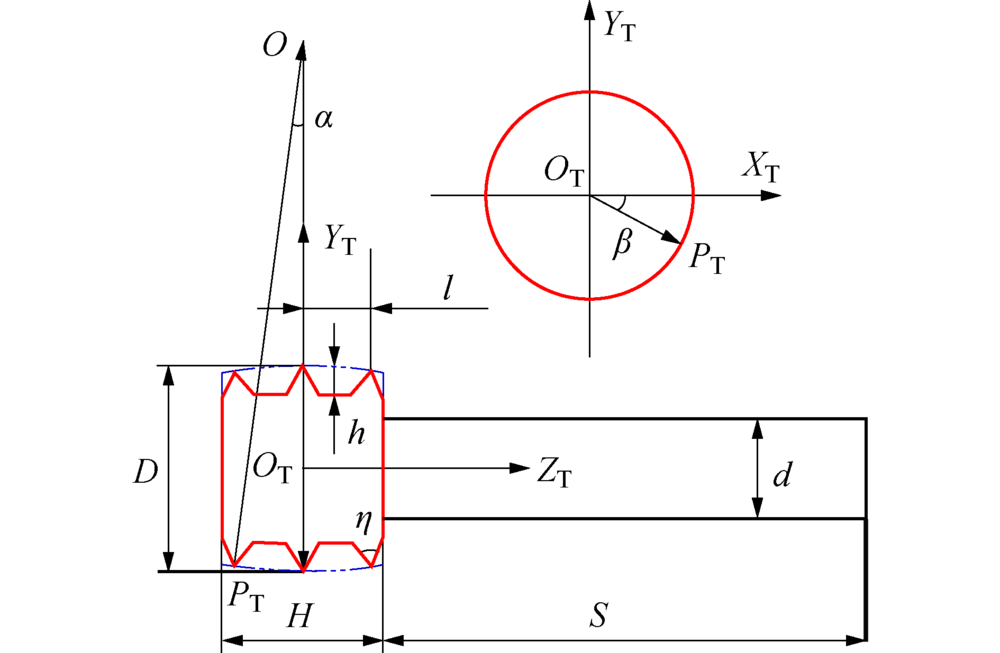 | 图1 多齿鼓形刀定义Fig.1 Definition of the multi-tooth barrel cutter |
建立以鼓形刀头最大直径所在圆圆心OT为原点的刀具坐标系OT-XTYTZT, 平面OT-XTYT为鼓形刀头最大直径所在平面, ZT沿着刀轴方向, 平面OT-YTZT与刀具的截面线为刀具的母线, 鼓形圆弧母线的圆心O距离刀具端面的距离为H/2, 即鼓形刀头关于OT-XTYT平面对称.
在刀具坐标系OT-XTYTZT内, 刀具母线上任一点PT由其对应的角α 和角β 进行计算, α 为刀具切触点定位角, 等于刀具切触点主法矢与YT轴负方向的夹角, 定义右手法则绕XT轴正方向旋转为正, β 为切触点绕刀轴从平面OT-XTZT旋转的角度, 同样定义右手法则绕ZT轴正方向旋转为正, 则鼓形刀母线上任意切触点PT的坐标为
式中:-arccos
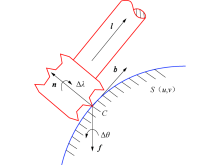
利用多齿鼓形刀侧铣微结构的示意图如图2所示, 其中S(u, v)为待加工曲面, C点为刀触点, n为刀触点处的单位法矢, l为刀轴的单位刀轴矢量, f为切削方向, 矢量b=n× f与f、n共同组成了C点处的局部坐标系.刀轴矢量的初始方向l规定与b一致, 然后分别调整前倾角λ 绕n旋转角度Δ λ , 侧偏角θ 绕f旋转角度Δ θ , 找到满足加工要求的刀位姿态.
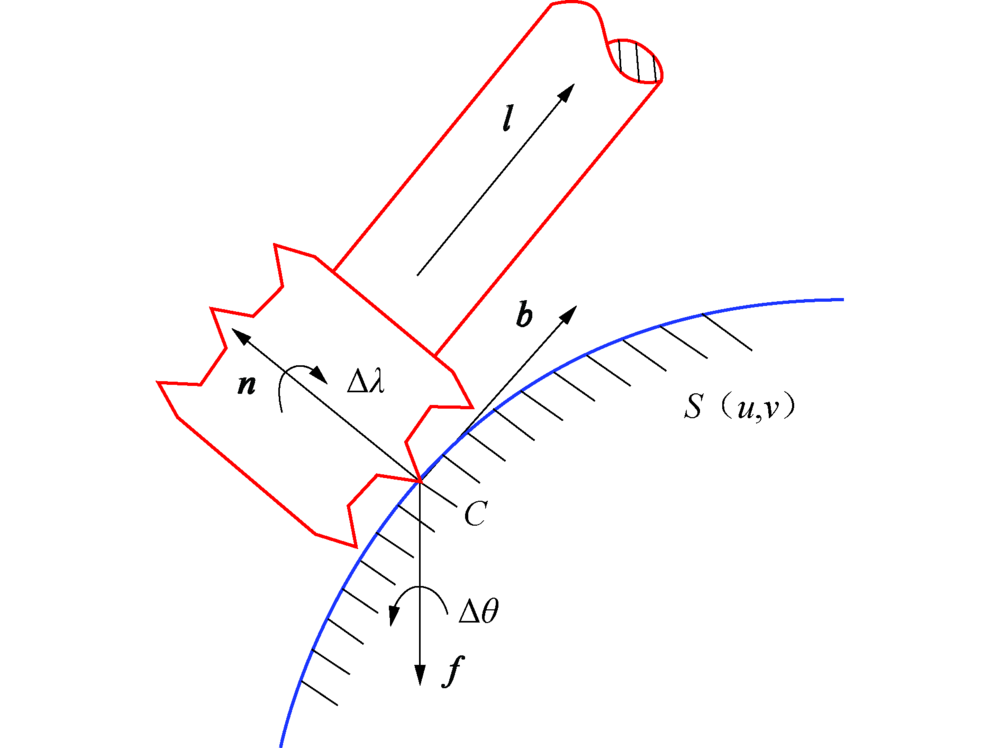 | 图2 多齿鼓形刀侧铣微结构Fig.2 Side milling microstructure with multi-tooth barrel cutter |
根据微分几何知识, 曲面上C点的切矢量b可表示为
其中, ru和rv为C点处参数u和参数v方向上的切矢量, du和dv为b在切矢量ru和rv上的分量, 则沿方向b的法截线曲率半径为
式中:Ι 为曲面的第一基本形式; E、F、G为曲面的第一基本量; Π 为曲面的第二基本形式; L、M、N为曲面的第二基本量.
如果dv=0, 则曲面沿b方向的法截线曲率半径为
如果dv≠ 0, 则对式(3)作变换可得
由图2可知, b · f=0, 也即
由此可得:
将式(7)代入式(5)即可求出Rb.同理, 可求出曲面沿f方向的法截线曲率半径Rf.
在多齿鼓形刀加工微结构的过程中, 为保证微结构的形状尺寸满足需求, 多齿鼓形刀的刀轴矢量应该尽量与向量b保持一致, 一方面, 只有当鼓形刀最大旋转半径D/2小于待加工曲面f方向上所有刀位点处的曲率半径时, 才能保证待加工曲面任一位置均能被加工出微结构, 另一方面, 为了兼顾刀具3个齿均能加工出满足要求的微结构, 需要尽可能让多齿鼓形刀的母线曲率更好地匹配待加工曲面b方向上的曲率, 也就是刀具鼓形半径R不能大于待加工曲面b方向上所有刀位点处的曲率半径, 同时为了使多齿鼓形刀更容易与待加工曲面达到多点切触状态, 刀具鼓形半径R同时应当大于待加工曲面f方向上所有刀位点处的曲率半径.令叶片曲面上的第i个采样点为Pi, 则刀具的鼓形半径R与刀头最大直径D的选择范围可根据该点沿b方向的法截线曲率半径Rbi和沿f方向的法截线曲率半径Rfi进行确定:
对于刀头最大直径D和刀柄直径d, 尽可能选择较大的值来提高刀具的刚性.而对于鼓形半径R与刀头高度H, 可通过待加工曲面的曲率信息进行粗算, 最后通过经验和在该区域内通过对采样点处刀位的试算来确定, 刀柄长度S则需要考虑叶片加工深度, 尽可能取较小的值来提高刀具的刚性.由于微结构采用仿形铣进行加工, 因此尺高h理论上应该大于待加工微结构沟槽深度, 齿间距l为待加工微结构沟槽间距的整数倍, 单齿的角度η 等于待加工微结构沟槽夹角.另外, 由于有效切削刃越多加工越平稳, 微结构加工质量也越好, 所以尽量选择较多刃数.
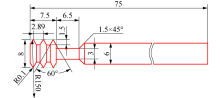
研究对象为如图3所示的轴流式小叶轮, 其叶片u向为流体流动的方向, v向为叶轮径向, 相邻叶片间距为10.17 mm, 叶片长度为40.26 mm, 叶片高度为32.74 mm.通过计算得到, 叶片沿b方向曲率半径Rb的取值范围是238.10 mm~∞ , 沿f方向曲率半径Rf的取值范围是57.47~111.11 mm, 带入式(8)可得到鼓形半径R和刀头最大直径D的初始范围.再结合实际加工时机床的工作条件, 同时考虑到避免刀具与待加工曲面、相邻曲面以及流道面之间的干涉, 最终确定多齿鼓形刀的具体参数见图4.
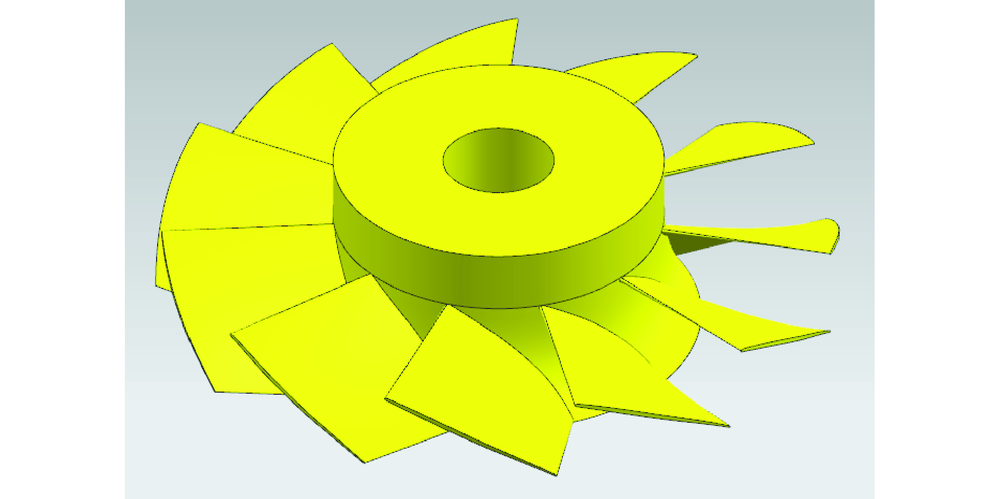 | 图3 叶轮叶片模型Fig.3 Impeller blades model |
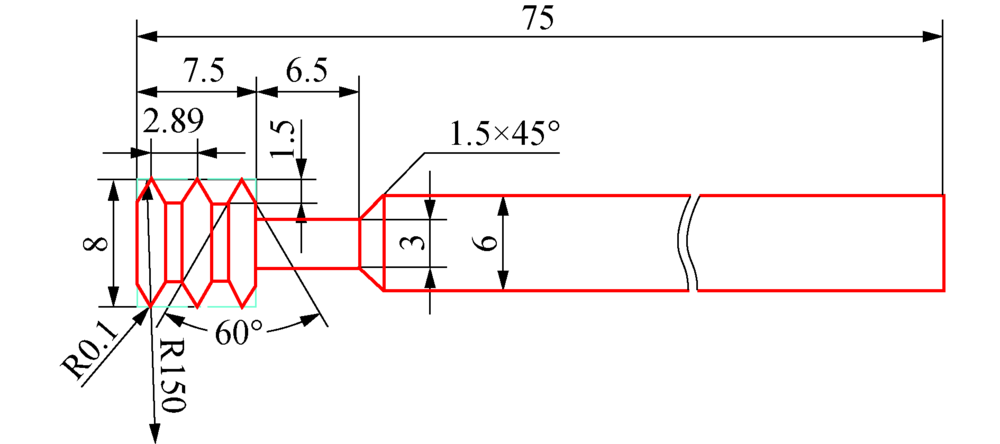 | 图4 多齿鼓形刀参数(单位:mm)Fig.4 Parameters of multi-tooth barrel cutter (unit: mm) |
其中, 鼓形半径R=150 mm, 鼓形刀头最大直径D=8 mm, 齿高h=1.5 mm, 齿间距l=2.89 mm, 齿形角η =60° , 齿顶圆角半径为0.1 mm.
在微结构加工过程中, 由于采用的多齿鼓形刀的刀位点与刀触点之间的距离在不断发生变化, 所以用切触点法进行刀位轨迹规划.首先根据加工误差计算走刀行间距和走刀步长, 求得每一切触点处的刀触点数据, 然后根据刀具形状及加工参数确定对应的刀位点数据, 刀位点的有序集合即为刀位轨迹.
2.1.1 走刀行间距计算
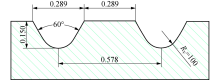
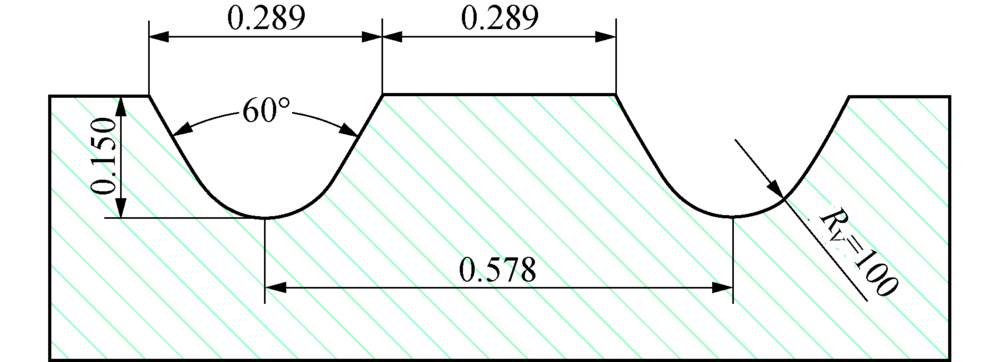
要加工的space-V型微结构见图5, 微结构槽深t=0.15 mm, 槽宽s=0.289 mm, 槽间距l=0.578 mm, 微沟槽两侧面夹角η '=60° , 微沟槽底端圆角半径RV=0.1 mm.为了使待加工曲面上微结构沟槽分布均匀, 且达到设计的间距要求, 需要保证走刀行间距固定不变.
 | 图5 微结构的几何尺寸(单位:mm)Fig.5 Geometric size of reblets (unit: mm) |
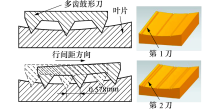
相比于微结构尺寸, 多齿鼓形刀的V形齿尺寸较大, 齿间距也远远大于要加工的微结构之间的间距, 所以只需要利用齿尖端很小一部分进行多次走刀即可完成微结构的加工, 每次走刀行间距均控制在3个刀具齿间距, 即8.67 mm, 相邻两次走刀间距控制在1个沟槽间距, 即0.578 mm, 如图6所示为微结构加工时第1次走刀完成后, 第2次走刀形成的沟槽间距, 所以根据本文微结构的加工要求, 需要5次走刀才能形成所需微结构的沟槽间距.
 | 图6 微结构行间距的确定Fig.6 Determination of riblets line spacing |
2.1.2 走刀步长计算
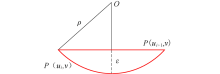
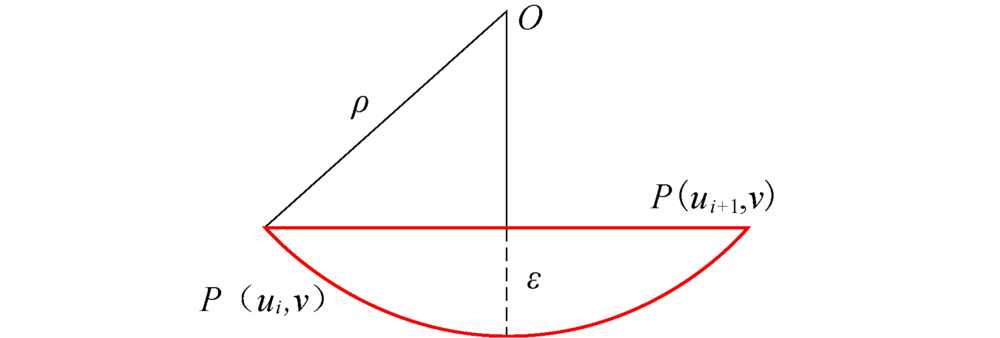
为保证加工的沟槽深度保持一致, 采用等弦高步长法计算步长, 弦高误差计算模型如图7所示.
 | 图7 弦高误差计算模型Fig.7 Calculation model of the chord tolerance |
把两个相邻刀位点P
由于弦高ε 尺寸较小, 取为0.01 mm, 求解过程中可将ε 2省去, 走刀步长Δ 可化简为
即Δ 取决于每一刀位点处的曲率半径ρ .
确定完走刀行间距和走刀步长之后就可以利用多齿鼓形刀几何形状, 通过几何关系计算刀位点数据, 得到刀位点的走刀轨迹和刀轴矢量的变化过程.
2.2.1 刀位点坐标计算
为了减小加工过程中微结构形状的畸变, 将刀位点选在刀具中间V形齿尖端所在的平面上, 即多齿鼓形刀刀头最大直径所在的平面与刀具中轴线的交点处, 如图8所示.
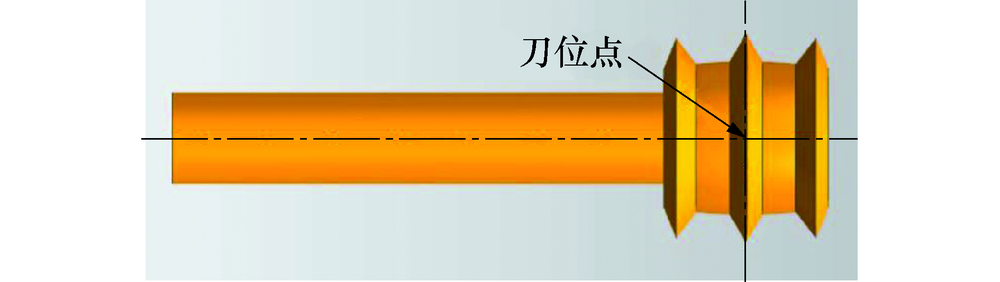 | 图8 刀位点确定Fig.8 Determination of the tool location |
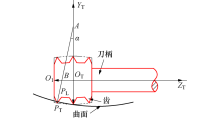
已有数据点为叶片曲面上的型值点PL, 而为了在叶片曲面上加工出固定深度的微沟槽, 刀触点PT一般位于型值点PL以下一个沟槽深度t的位置, 如图9所示, OT为刀具刀位点, O1为刀具端面圆心, A为刀具鼓形圆弧的圆心, PT为刀具母线上任一点, B为刀轴矢量所在直线与APT的交点.
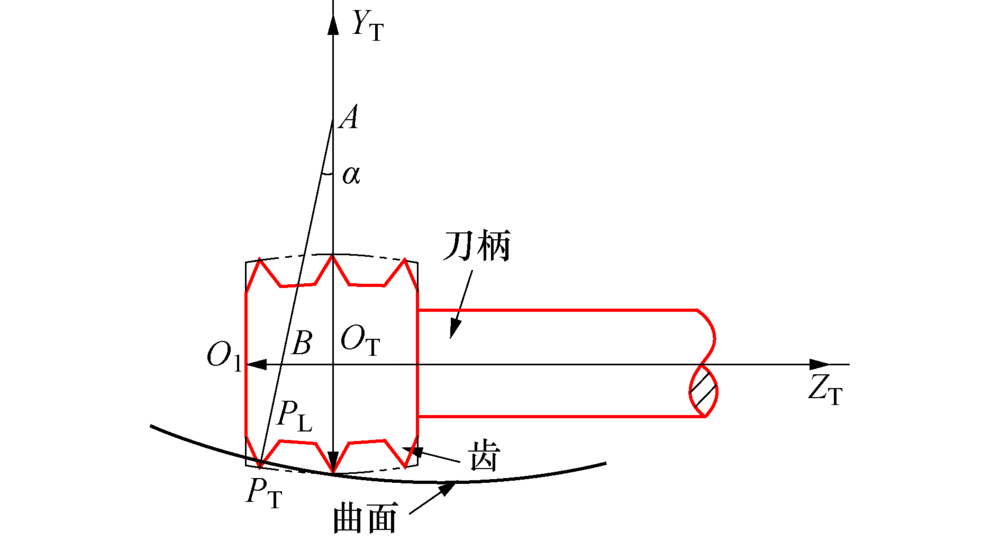 | 图9 刀位点计算Fig.9 Calculation of the tool location |
已知叶片曲面在型值点PL处的点矢rPL, 假设多齿鼓形刀母线上某点PT切入叶片曲面某点PL一个微结构槽深t, 则刀位点OT的坐标计算如下:
1)计算刀触点PT处的定位角α .
2)计算多齿鼓形刀母线圆心A到刀轴矢量所在直线与APT交点B的距离为
3)计算刀触点PT到交点B的距离为
4)计算交点B在工作坐标系下的点矢rB为
式中:
5)计算刀位点OT到交点B的距离为
6)最后计算刀位点在工作坐标系下的点矢
式中:k是刀轴矢量的单位向量.
2.2.2 刀轴矢量计算
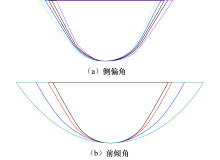
计算出刀位点坐标后, 需要进一步计算刀轴矢量.用多齿鼓形刀加工微结构的过程中, 由于刀轴矢量的变动会造成微结构形状尺寸发生变化, 图10为刀具在不同前倾角λ 和侧偏角θ 时侧铣微结构的截面形状, 前倾角和侧偏角的初始值分别为0° 和90° , 为减小这种精度损失, 刀轴矢量规划时应控制刀轴前倾角在(-1° , 1° )范围内调整, 侧偏角在(88.3° , 91.7° )范围内调整, 首先在每一刀位点处调整前倾角使多齿鼓形刀与叶片曲面更好地拟合, 接着再调整侧偏角调整3个沟槽槽深一致.
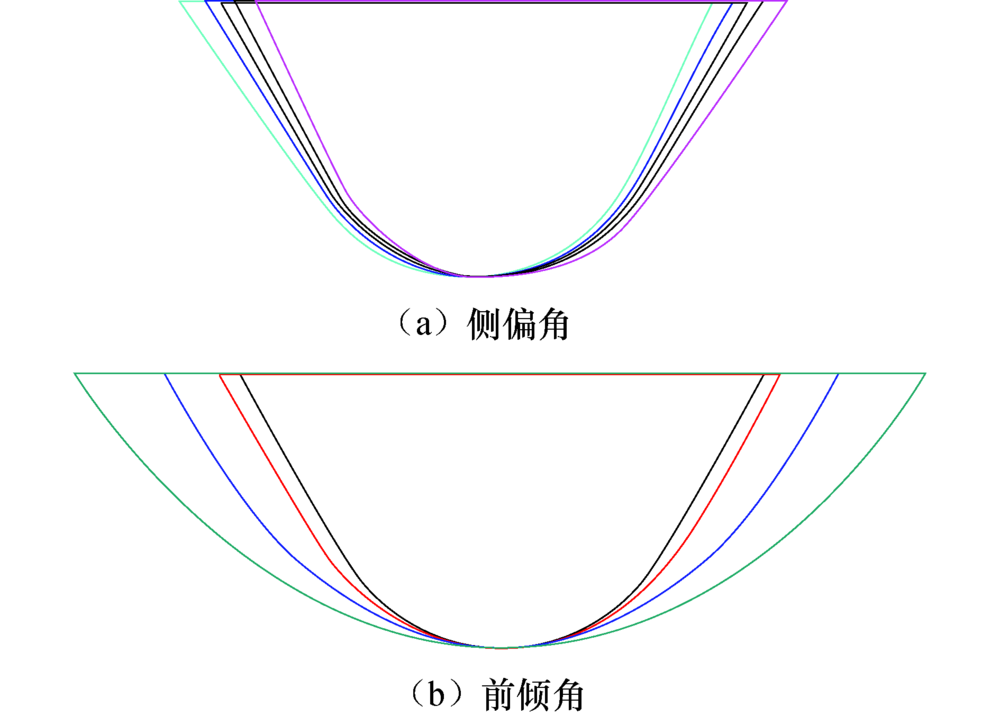 | 图10 不同前倾角和侧偏角的沟槽形状Fig.10 Groove shape with different anterior and lateral-deflection angles |
已知多齿鼓形刀的刀轴矢量初始位置为矢量b, 刀轴矢量的计算如下:
1)使刀具侧偏角θ 在切触点处旋转Δ θ , 此时刀轴矢量l1为
2)然后使刀具前倾角λ 旋转Δ λ , 此时刀轴矢量l为
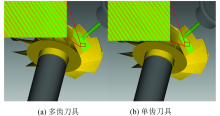
分别利用多齿鼓形刀和单齿刀具, 对叶轮叶片上微结构的加工进行刀位轨迹规划, 为了使微结构顺着流体流动的方向分布, 应该尽量以叶片流场的方向为刀具进给方向, 即f方向沿着参数u方向, b方向则与参数v方向一致.用软件Vericut进行加工仿真的结果如图11所示, 其中图11(a)为多齿鼓形刀的微结构加工仿真效果, 图11(b)为单齿刀具的微结构加工仿真效果, 可以看出多齿鼓形刀完全可以替代单齿刀具进行微结构加工.
 | 图11 微结构加工仿真Fig.11 Tool-path planning |
再分别对这两种加工方案的刀轨数量、刀位轨迹长度和加工时间进行统计, 加工范围为叶顶到90%叶片长度的位置, 总长度为32.946 mm, 结果如表1所示, 采用多齿鼓形刀和单齿刀具的刀轨条数分别为20和57, 刀轨长度的比例可达34.7:100, 加工时间也缩短至单齿加工的36.2%.说明多齿鼓形刀加工效率与单齿刀具相比有了显著的提高, 采用多齿鼓形刀侧铣叶片微结构的加工效率约为单齿刀具的3倍.
| 表1 加工仿真结果比较 Tab.1 Comparison of the machining simulation |
1)根据待加工曲面的曲率信息, 设计了一种高效的微结构侧铣加工专用多齿鼓形刀, 通过微结构加工过程中合理调整刀轴矢量, 实现一次走刀完成多条微结构加工, 提高了微结构加工效率.
2)以小叶轮为例给出了基于多齿鼓形刀的叶片曲面微结构加工的刀位轨迹规划方法, 相较于单齿刀具的微结构加工仿真, 本文设计多齿鼓形刀的刀位轨迹长度和加工时间均明显减小, 加工效率得到了明显的提高.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|