




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
砂带磨削静态接触理论建模与有限元仿真
[李建勇 , 程继发, 樊文刚, 吕洪宾]
, 程继发, 樊文刚, 吕洪宾]
, 程继发, 樊文刚, 吕洪宾]
|
|


第一作者:李建勇(1962—),男,北京市人,教授,博士,博士生导师.研究方向为钢轨打磨技术与装备. email:jyli@bjtu.edu.cn.
针对砂带表面磨粒与工件微观静态接触行为问题,提取了砂带表面形貌特征并重建,基于赫兹接触理论建立了包含打磨压力、压入深度、磨粒刃端曲率半径、攻角等参量的静态接触理论模型,研究了磨粒与工件表面接触区域和接触应力分布规律.通过有限元仿真对不同打磨压力下的接触应力、接触面积和压入深度进行了分析和模型验证.结果表明:在一定误差范围内仿真值与理论值吻合,验证了理论模型的正确性和有效性;磨粒与工件表面接触应力、接触面积和压入深度随打磨压力的增大而增大并于250 N时趋于稳定,同样接触磨粒数目逐渐增多并趋于稳定.
The problem of the micro-static contact behavior between the abrasive grains and the workpiece, the surface features of the abrasive belt are collected and reconstructed. Based on the Hertzian contact theory, a theoretical model involving parameters of grinding pressure, indentation depth, grains’ lip-end curvature radius and attack angle is established to illustrate the static contact behavior. The distribution rule of the contact area and the contact stress between the abrasive grains and the workpiece surface is obtained. Then, the finite element simulation is conducted to validate the theoretical model through analyzing contact stress, contact area and indentation depth under different grinding pressure. The results show that the simulated values are in good agreement with the theoretical values within a limited error range, which prove the correctness and the validity of the theoretical model. It can be seen that the contact stress, the contact area and the indentation depth increase along with the growth of grinding pressure and become stable when it reaches 250 N. Meanwhile, the number of contact abrasive grains also gradually increases and stabilizes.
砂带磨削是砂带表面有效接触磨粒对工件表面进行大量重复微量切削的过程, 具有高效磨削、冷态磨削、弹性磨削等优点[1], 砂带表面磨粒形状、磨粒间距、磨粒密度和磨粒出刃高度将直接影响磨粒与工件表面的接触区域和接触应力的分布、有效接触磨粒数以及磨粒切削受力, 进而对砂带磨削力、材料去除率、工件表面质量和砂带磨损产生影响[2].
目前, 国内外对基于砂带真实形貌特征的研究相对较少.王文玺等[3]通过获得砂带表面磨粒密度、磨粒出刃高度及顶锥角等评价参数, 从宏观整体到局部磨粒对表面形貌特征完成了定性和定量评价.张叠等[4]分析了ZrO2工程陶瓷进行砂带磨削加工过程中, 砂带粒度和磨削用量的不同对磨削加工效率、工件表面质量的影响规律.黄云等[5]基于单位面积内每颗磨粒所受正压力相等的假设, 推导了磨粒最大划痕深度与材料硬度、所受正压力、锥顶角大小和有效磨粒粒度的关系.刘伟等[6]选用截角八面体模拟了砂带表面金刚石磨粒, 并且基于Johnson-Holmquist ceramic硬脆材料本构模型, 采用有限元网格法进行单颗磨粒直线磨削仿真.Mezghani等[7]运用分水岭切割算法对砂带表面磨粒信息进行提取, 获得磨粒密度、平均出刃高度和磨粒平均顶锥角3个评价指标, 并以此描述砂带表面形貌特征.Zhao等[8]以单个球形模型为基础推导了3个材料变形阶段对应的接触面积和压力.Zhang等[9]提出一种基于神经网络的砂带磨削接触力分布的计算方法.Khellouki等[10]研究了砂带磨损和磨削工艺参数对工件表面粗糙度的影响规律, 指出平均接触压力和有效接触磨粒数为工艺参数中的关键因子.
上述文献主要是对砂带表面磨粒进行宏观假设描述和接触分析, 未对真实参数特征的砂带表面磨粒微观接触进行分析.本文作者从真实参数特征磨粒的角度出发, 对砂带磨削静态接触理论建模深入研究, 首先对砂带表面形貌特征进行提取并重建, 建立磨粒与工件表面静态接触理论模型, 研究接触区域、接触应力分布规律; 进而对不同打磨压力下的接触应力、接触区域和压入深度进行有限元仿真, 仿真值和理论计算对比分析验证理论模型的正确性和有效性.
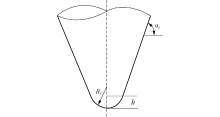
砂带采用“ 静电植砂” 工艺, 将破碎机碾压后制得的针状磨粒大体均匀地植在砂带表面, 因植砂过程中磨粒发生尖端放电效应而使绝大部分磨粒刃尖朝上, 从而使外露的磨粒更接近于球顶圆锥模型, 对于单颗磨粒
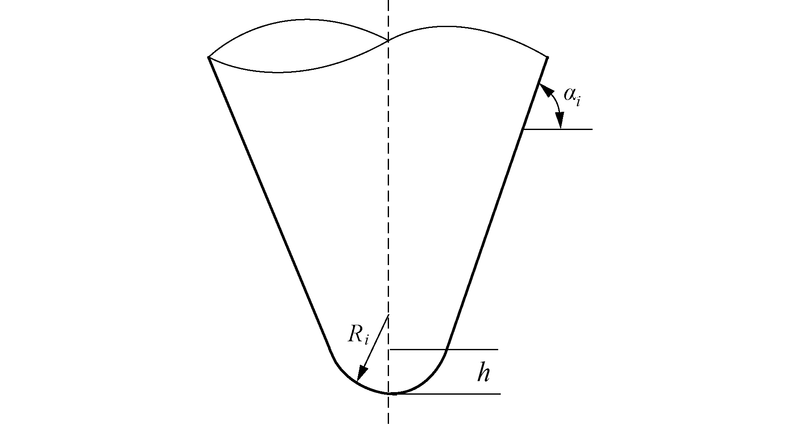 | 图1 单颗磨粒形貌示意图Fig.1 Single abrasive morphology |
磨粒顶端球形压力工作表面的最大深度为
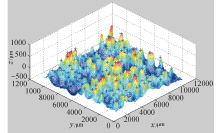
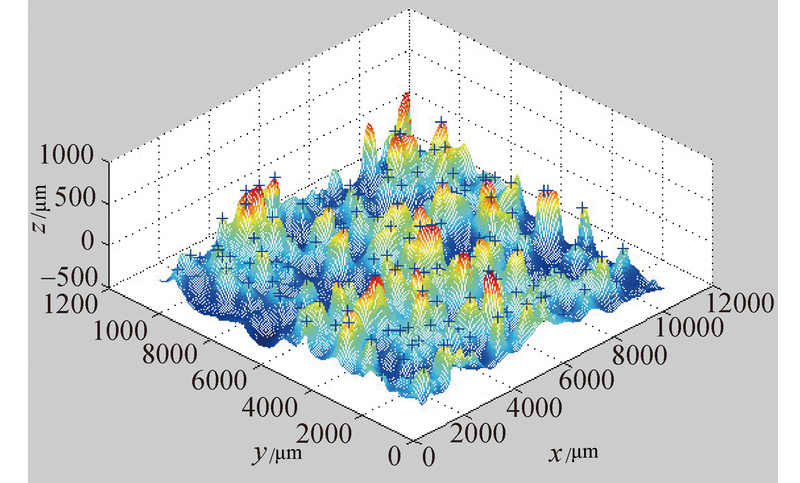
通过基于白光共聚焦原理的三维表面形貌轮廓仪可以测得砂带表面磨粒分布三维点云数据, 三维表面形貌轮廓仪如图2所示, 并通过Matlab软件将三维点云数据生成三维曲面如图3所示.
 | 图2 三维表面形貌轮廓仪Fig.2 Three-dimensional surface topography meter |
三维曲面示意图 Fig 3 Three-dimensional surface diagram
由图3可知, 三维坐标点(x, y, z)处的磨粒高度为z
式中: s和r表示磨粒i周围的8个磨粒处的横、纵坐标值, z(s, r)为磨粒i周围的8个磨粒的高度; s取k-1, k, k+1; r取l-1, l, l+1; k和l为磨粒i处的横、纵坐标.
如果所有的
 | 图4 磨粒顶点分布示意图Fig.4 Abrasive grains vertex distribution diagram |
对于磨粒球顶表面, 磨粒i分别沿坐标系x、y方向的刃端曲率半径分别为[1]
式中:
磨粒攻角沿
式中:
由图4可知, 全局坐标系(x, y, z)下磨粒顶点分布, 通过空间坐标变换求得局部坐标系
下磨粒分布模型, 局部坐标系如图5所示.图5中
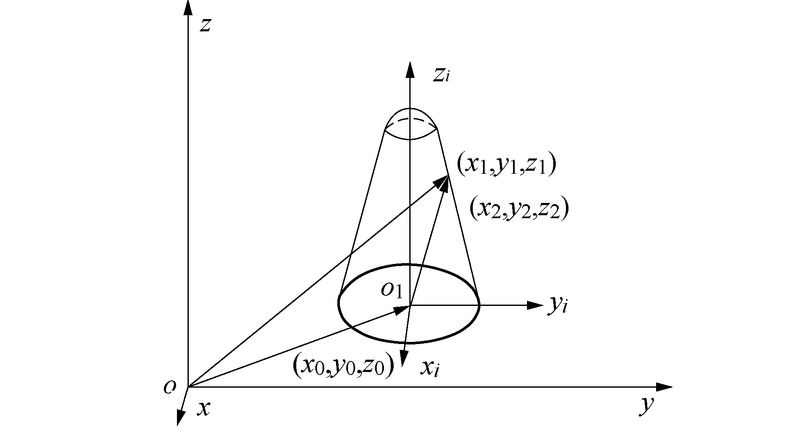 | 图5 磨粒三维坐标变换示意图Fig.5 Three-dimensional coordinate transformation of abrasive grains |
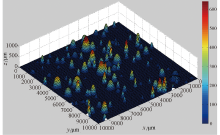
通过Matlab软件对重建后的砂带表面磨粒三维点云数据进行处理, 生成系统能够识别的数据文件, 并进行砂带形貌曲面建模, 如图6所示.
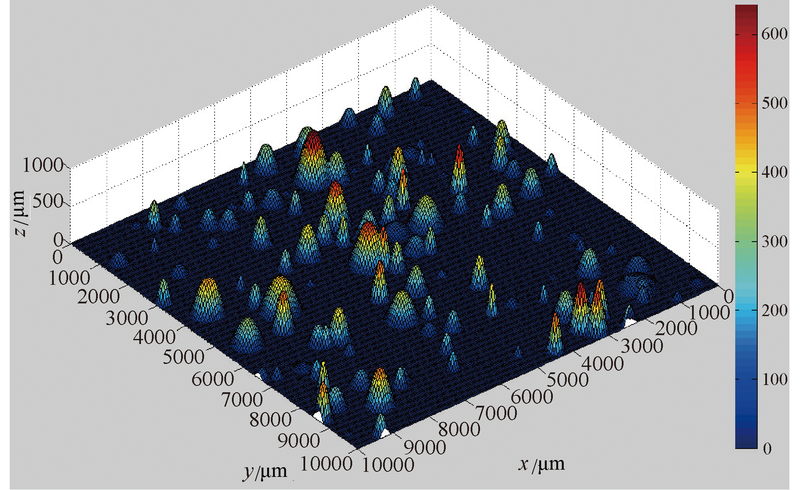 | 图6 提取特征后砂带表面形貌Fig.6 Surface morphology of the abrasive belt after its feature extraction |
由图6可知, 在保留磨粒高度、刃端曲率半径、攻角等主要特征参数后, 重建后的磨粒为球顶圆锥, 符合简化模型.基于Pro/Engineer三维建模软件, 将曲面转化为三维实体模型如图7所示.
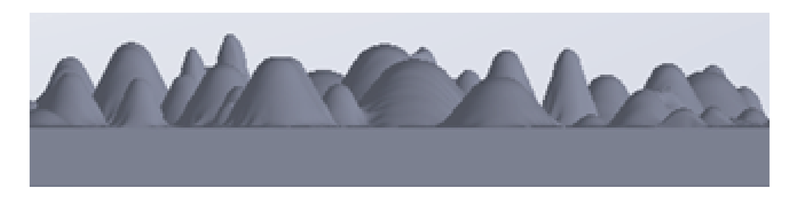 | 图7 真实参数特征的砂带表面形貌Fig.7 Real parametric characteristics of the abrasive belt surface morphology |
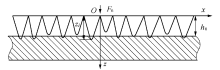
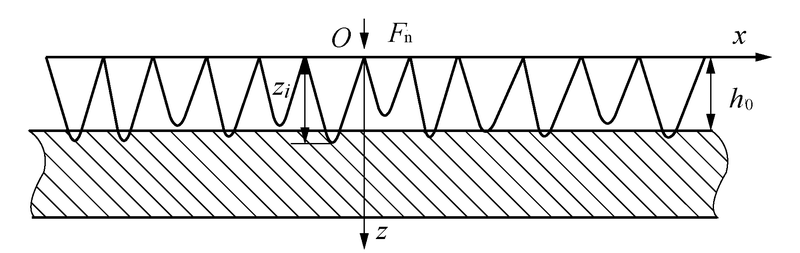 | 图8 砂带表面磨粒与工件横截面接触示意图Fig.8 Cross-sectional contact diagram of abrasive grains on the belt and workpiece |
假设以砂带表面作为
h0, 施加打磨压力Fn 见图8, 所有高度z> h0的磨粒都与工件表面接触, 高度为zi的磨粒i压入工件表面深度为
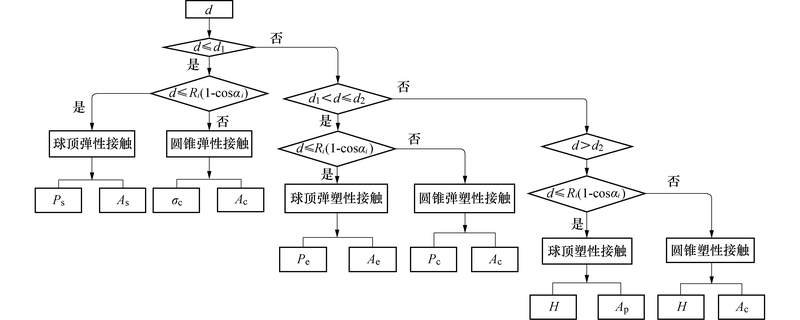
当磨粒压入工件表面深度较小时, 即满足条件:
如果接触应力
式中:d是磨粒弹性压入深度; ai为磨粒接触半径; E* 为等效弹性模量, 可得
式中: E1、E2分别为磨粒和工件的弹性模量; v1、v2为对应泊松比.则弹性接触应力为
如果
式中:
弹塑性接触应力、面积分别为[13]:
式中:
磨粒弹塑性接触作用力为
如果P> H, 接触表面发生完全塑性接触, 此时
采用Abaqus有限元软件建立砂带与工件之间的三维仿真模型, 陶瓷磨粒与工件材料物理特性参数如表1所示, 失效准则参数
| 表1 砂带与工件材料特性参数 Tab.1 Parameters of abrasive belt and workpiece material characteristics |
选取10个不同的打磨压力
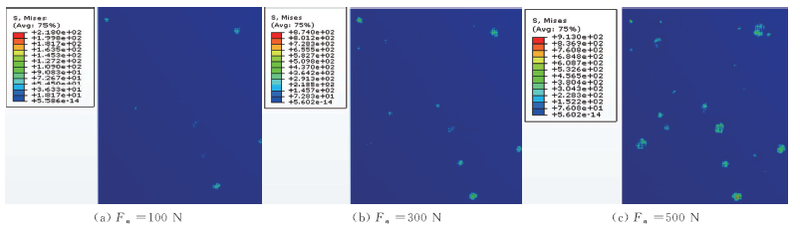 | 图10 不同打磨压力下的接触应力仿真结果Fig.10 Simulation results of contact stress under different grinding pressure |
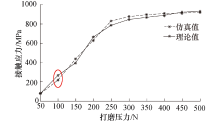
由图10知, 随着打磨压力的增大, 接触应力逐渐增大, 同时, 接触磨粒数目逐渐增多, 接触区域逐渐增大, 理论计算与仿真获得的接触应力曲线见图11.由图可知, 随着打磨压力的增大, 接触应力趋于稳定在800 MPa左右.在打磨压力
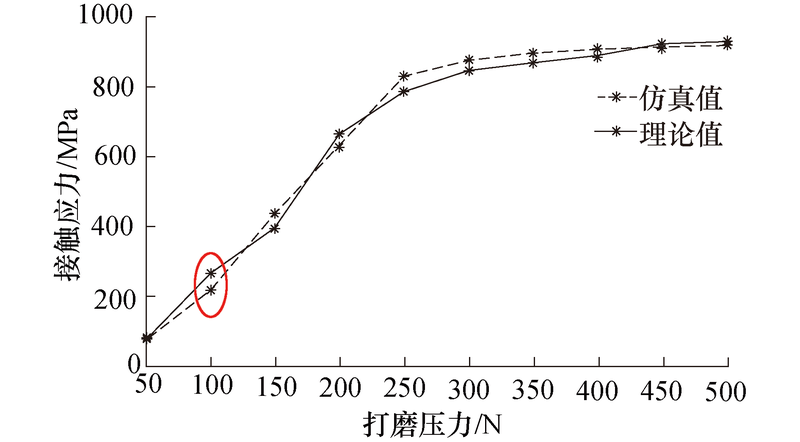 | 图11 不同打磨压力的接触应力理论曲线和仿真值Fig.11 Theoretical curves and simulation values of contact stress under different grinding pressures |
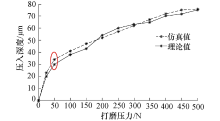
通过仿真求得磨粒最大压入深度与打磨压力的关系, 理论计算与仿真获得的压入深度变化曲线见图12, 可以看出, 随着打磨压力的增大, 压入深度趋于稳定在70 μ m左右.当
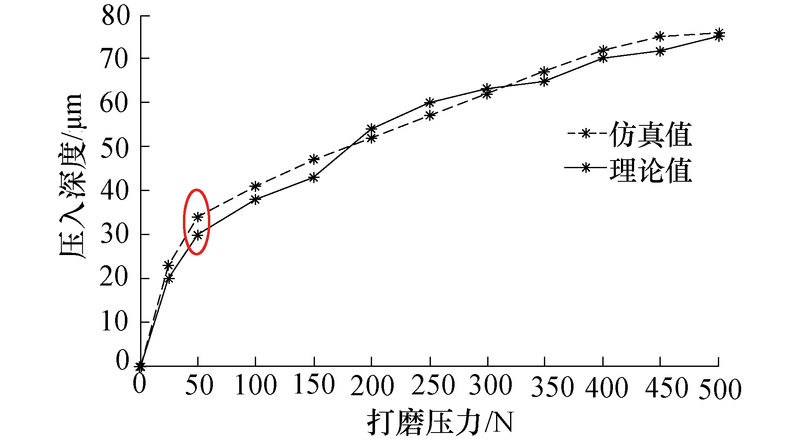 | 图12 不同打磨压力的压入深度理论曲线与仿真值Fig.12 Theoretical curves and simulation values of indentation depth under different grinding pressures |
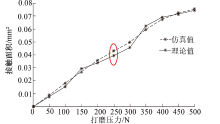
依据理论模型计算求得砂带表面磨粒与工件接触面积, 并通过仿真求得相应打磨压力下磨粒与工件之间的接触面积, 理论计算与仿真获得的接触面积变化曲线如图13所示.可以看出, 随着打磨压力的增大, 接触面积趋于稳定在0.65 mm2左右, 当打磨压力
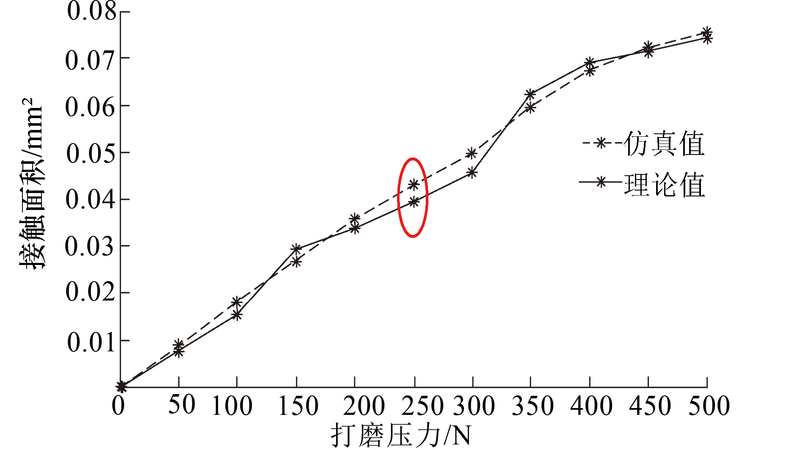 | 图13 不同打磨压力的接触面积理论曲线和仿真值Fig.13 Theoretical curves and simulation values of contact area under different grinding pressures |
1)对砂带表面特征进行提取并重建, 建立了砂带表面磨粒与工件表面接触理论模型, 实现了接触区域和接触应力分布的理论计算。获得了打磨压力、压入深度、磨粒刃端曲率半径、攻角等参量对接触面积和接触应力分布的影响规律.
2)通过Aaqus有限元仿真和理论模型计算求得不同打磨压力下磨粒与工件之间接触应力、压入深度与接触面积随打磨压力的变化趋势, 当打磨压力达到250 N时, 接触应力、压入深度、接触面积都趋于稳定, 接触应力稳定在800 Mpa, 压入深度稳定在70 μ m, 接触面积稳定在0.65 mm2.
| [1] |
|
| [2] |
|
| [3] |
|
| 4 |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|